
Кромкооблицовочные станки представляют собой специализированное оборудование, предназначенное для нанесения декоративной кромки на торцевые поверхности древесных плит. Эта технология широко применяется в мебельном производстве, строительстве и других отраслях деревообработки, где требуется создание эстетически привлекательных и защищенных от влаги кромок.
Основные принципы работы кромкооблицовочного оборудования
Процесс кромкооблицовки основан на нанесении специального материала на торцевую поверхность заготовки с последующей его фиксацией. В качестве облицовочного материала используются различные виды кромок: меламиновая лента, ПВХ-кромка, шпон или пластиковые полосы.
Современные кромкооблицовочные станки способны обрабатывать детали толщиной от 8 до 60 мм, обеспечивая высокое качество соединения кромки с основным материалом.
Технологический процесс включает несколько ключевых операций: подготовку поверхности, нанесение клея, прижим кромочного материала, обрезку излишков и финишную обработку. Каждый этап требует точной настройки параметров для достижения оптимального результата.
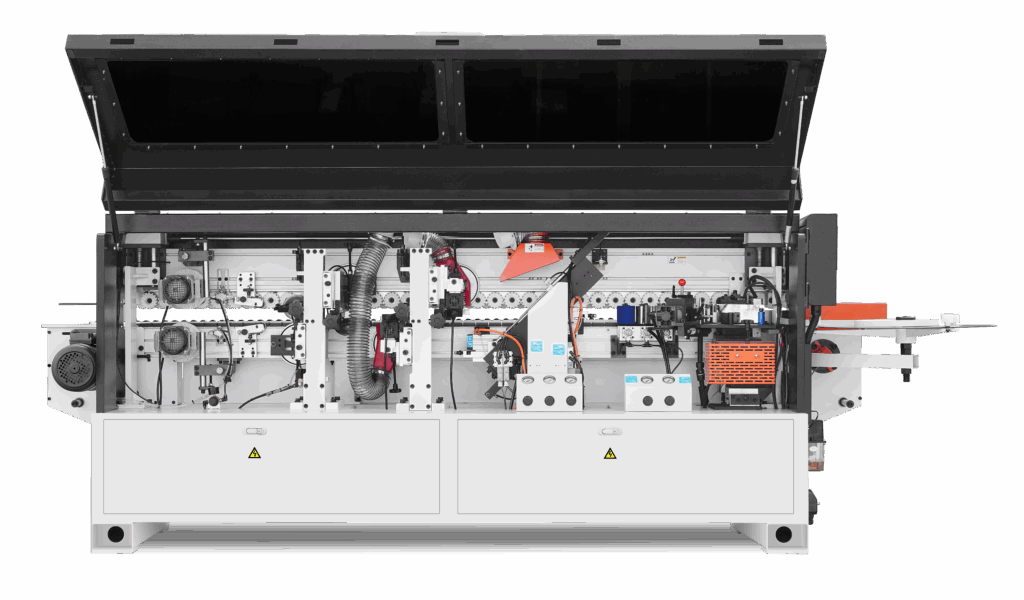
Существует несколько типов станков для кромкооблицовки. Подробнее можно узнать на сайте https://cst.com.ru/katalog/kromkooblitsovochnye-stanki/, где представлены различные модели оборудования с техническими характеристиками.
Последовательность технологических операций
Первый этап работы включает подготовку заготовки и настройку оборудования. Торцевая поверхность детали должна быть ровной, без сколов и загрязнений. Станок настраивается в соответствии с толщиной обрабатываемого материала и типом используемой кромки.
| Этап процесса | Описание операции | Контролируемые параметры |
|---|---|---|
| Подача заготовки | Позиционирование детали в рабочей зоне | Скорость подачи, положение направляющих |
| Нанесение клея | Распределение клеевого состава по торцу | Температура клея, толщина слоя |
| Приклеивание кромки | Прижим облицовочного материала | Давление, температура, время контакта |
| Обрезка излишков | Удаление выступающих частей кромки | Точность позиционирования ножей |
Второй этап заключается в непосредственном нанесении кромочного материала. Клеевой состав разогревается до рабочей температуры и равномерно распределяется по торцевой поверхности заготовки. Одновременно подается кромочная лента, которая прижимается к обрабатываемой поверхности специальными роликами.
Качество кромкооблицовки во многом зависит от правильного выбора температурного режима и скорости подачи материала. Эти параметры определяются типом используемого клея и характеристиками кромочного материала.
Финишная обработка и контроль качества
Заключительный этап включает обрезку излишков кромочного материала и финишную обработку. Специальные ножи удаляют выступающие части кромки, обеспечивая точное совпадение с размерами заготовки. Затем производится шлифовка и полировка для получения гладкой поверхности.
Современные станки оснащаются системами автоматического контроля качества, которые отслеживают равномерность нанесения клея, плотность прижима кромки и точность обрезки. Это позволяет минимизировать количество брака и обеспечить стабильное качество продукции.
Правильная эксплуатация кромкооблицовочного оборудования требует регулярного технического обслуживания и калибровки. Особое внимание уделяется состоянию режущих инструментов, чистоте клеевых узлов и точности настройки направляющих элементов. Соблюдение технологических требований гарантирует долговечность оборудования и высокое качество обработанных изделий.



